L’avvio della collaborazione tra la nostra azienda, TERENZI SRL, ed EMERSON AUTOMATION FLUID CONTROL & PNEUMATICS ITALY S.R.L EMERSON ELETRIC CO. (Gruppo EMERSON) risale al 1990. In tutti questi anni abbiamo progettato e realizzato stampi con i quali abbiamo prodotto centinaia di migliaia di componenti poi assemblati dal cliente all’interno dei suoi prodotti quali pressostati e serbatoi per compressori.
Fondata nel 1890 con sede centrale a St. Louis (USA) e oltre 170 sedi produttive a livello mondiale, EMERSON è leader mondiale nell'integrazione di tecnologia, software, ingegneria e produzione. L’integrazione è finalizzata alla realizzazione di soluzioni innovative per i clienti operanti nel settore industriale, commerciale e dei beni di consumo.
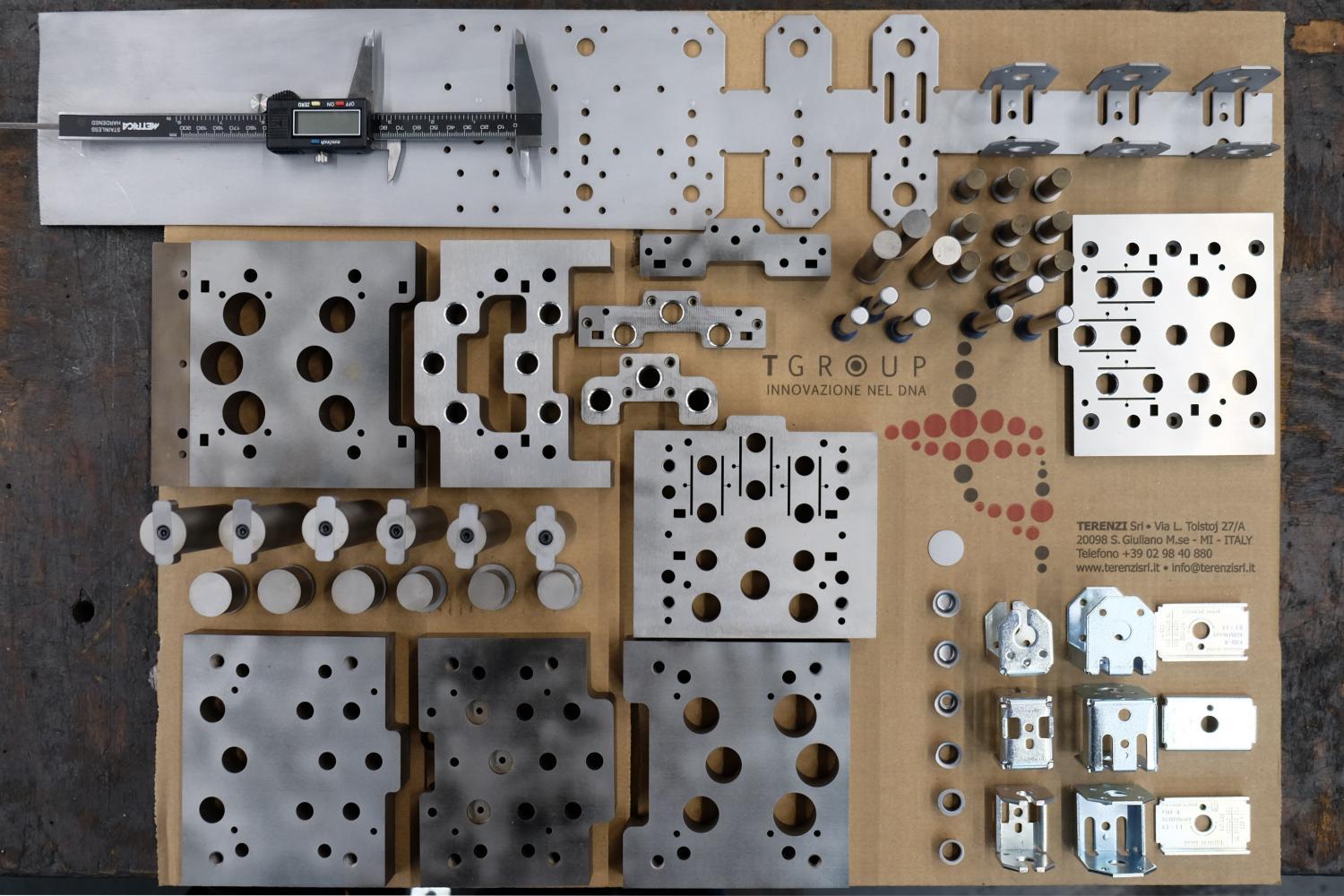
Nell’arco di un trentennio abbiamo realizzato, con una tiratura di 10 milioni di pezzi circa, tre componenti, un ponte superiore e due staffe, rispettivamente la Z1 e la Z5. Si tratta di componentistica tecnica in ferro zincato (DC04 + zincatura bianca) che ha la funzione di agevolare l’elettromeccanica di pressostati e serbatoi per compressori. Questi particolari vengono poi assemblati da EMERSON nei seguenti prodotti:
- ASCO™ ELETTROVALVOLA, DRY SERIE D144. Elettrovalvola ad azione diretta a separazione totale ossia il fluido viene a contatto solo con il corpo valvola e la leva “otturatore”; è adatta per l’intercettazione di fluidi liquidi e gassosi;
- ASCO™ ELETTROMAGNETE INNESTO RAPIDO (DIN 46340) SERIE Z1;
- ASCO™ ELETTROMAGNETE INNESTO RAPIDO (DIN 46340) SERIE Z5.
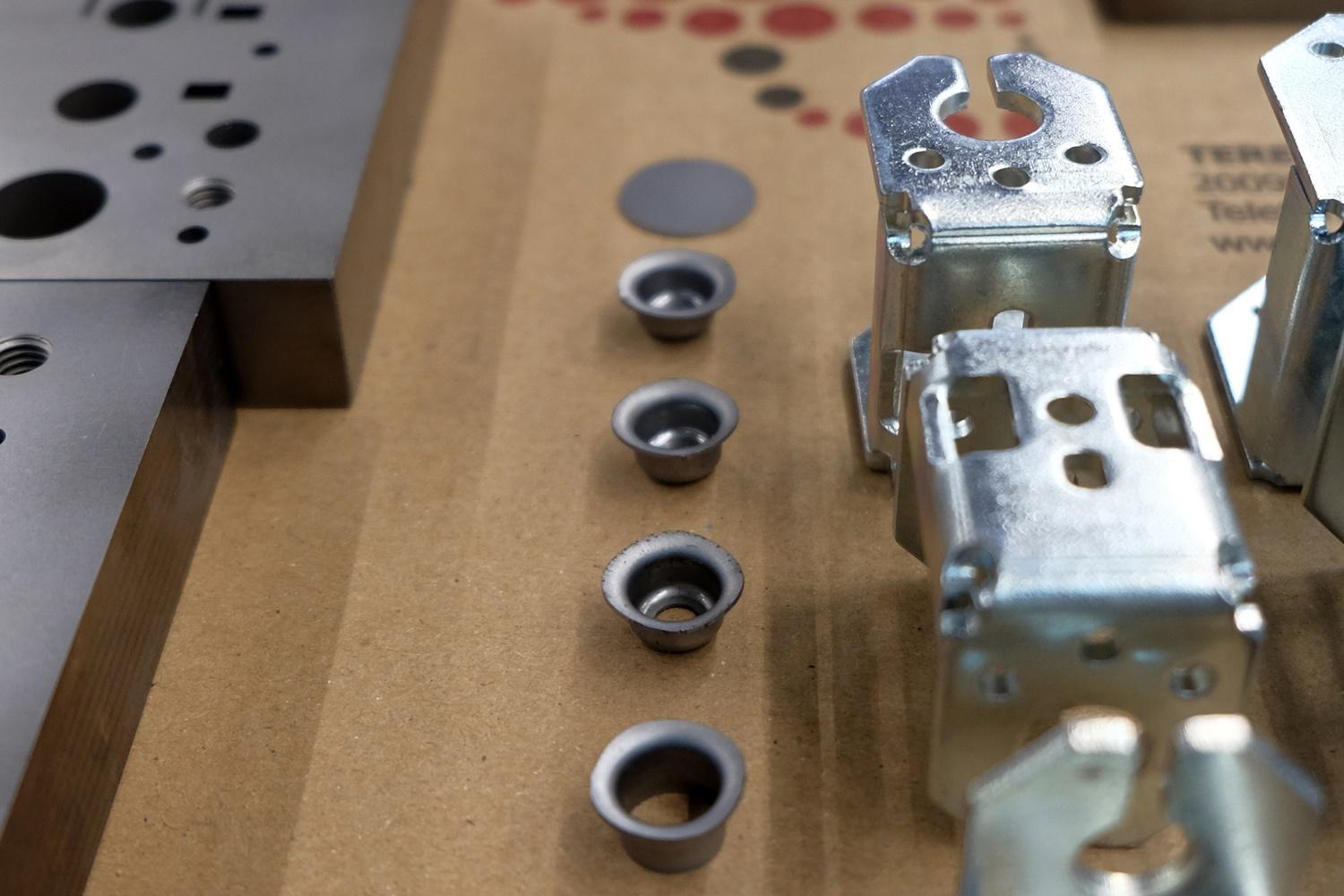
Alle due staffe e al ponte superiore, alla fine del 2022, si è aggiunto un particolare, una boccola.
Le due tipologie di staffa in fase di assemblaggio vengono inglobate nelle relative differenti bobine; nei fori presenti sulla loro superficie si inseriscono invece le piccole boccole. La funzione di queste è meccanica, ossia mantengono centrata e protetta la bobina - un rocchetto avvolgitore per il filo di rame - sullo stelo della valvola. Il ponte superiore è, infine, il componente indispensabile del pressostato; questo misura la pressione nei serbatoi dei compressori. Tutti gli stampi sono progettati e fabbricati internamente dalla nostra area di Attrezzeria: l’elaborato stampo a 3 impronte che serve a conformare la boccola attraverso il successivo processo di tranciatura e i tre stampi progressivi a un’impronta necessari per la realizzazione delle due staffe Z1 e Z5 e del ponte superiore.
Le manutenzioni e le eventuali modifiche per aggiornamento degli stampi vengono sempre eseguite dalla medesima divisione.
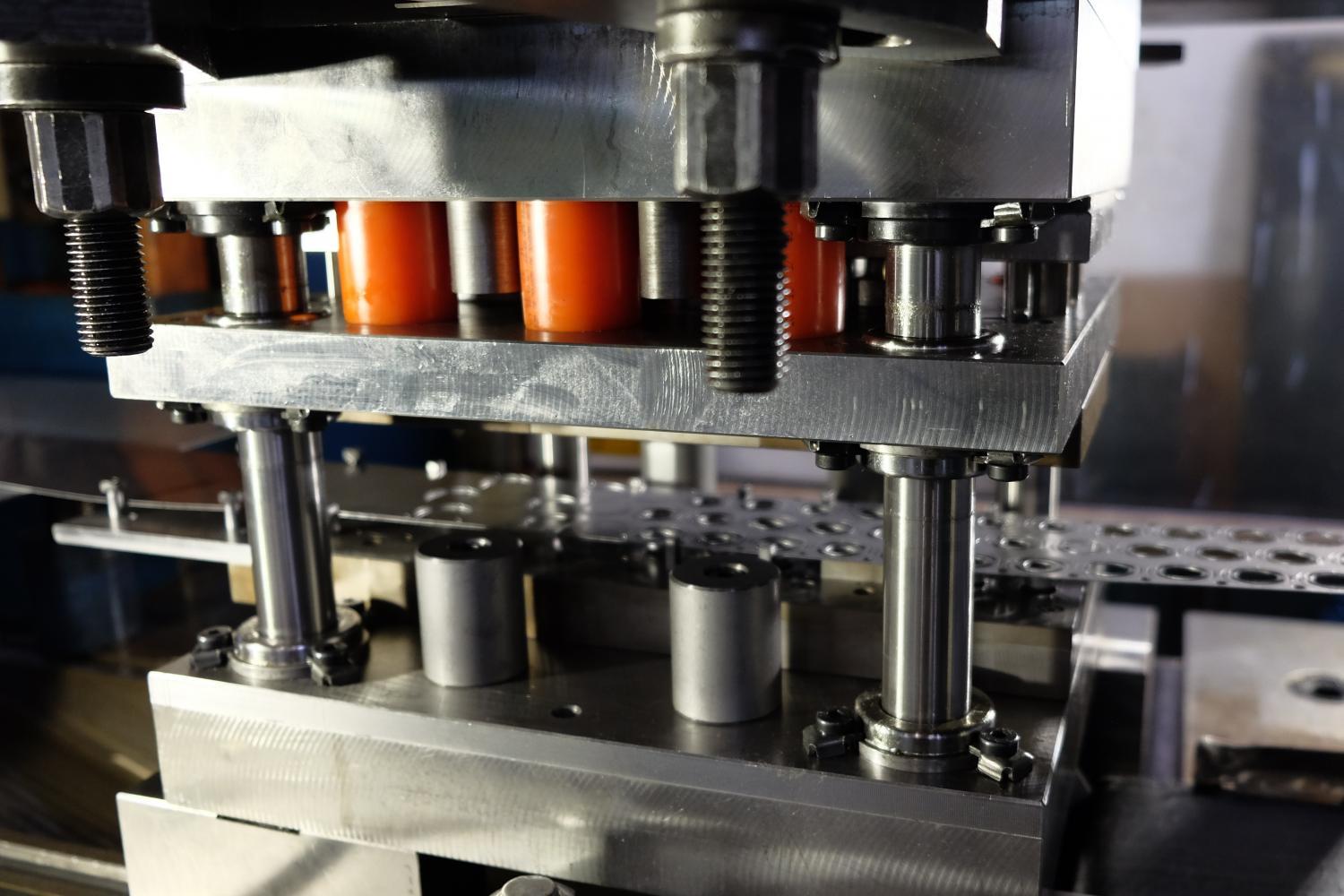
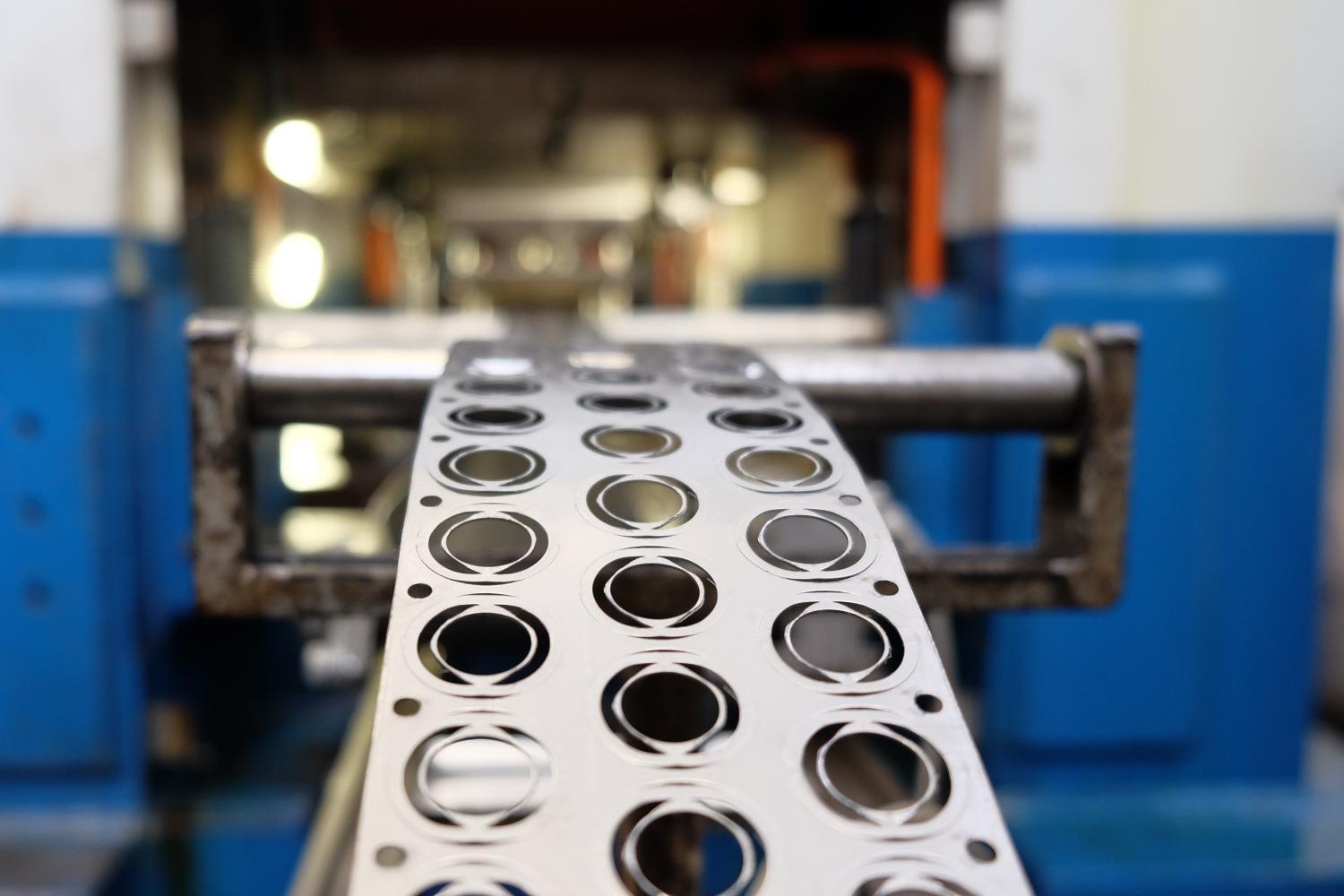
Per i montanti di tutti gli stampi il materiale utilizzato è l’acciaio 1730, il 2379, trattato tramite tempra secondaria in vuoto e portato a una durezza di 60/62 HRC, per le matrici, i punzoni e i premilamiera.
La filettatura di alcuni dettagli quali, ad esempio, il foro del ponte superiore, viene eseguita contestualmente alla tranciatura con un sistema ad ingranaggi. Questi ruotano alla discesa dello stampo (progressivo a una sola impronta) direttamente nella pressa da 160ton a doppio montante con lever drive.